

 扫一扫
扫一扫

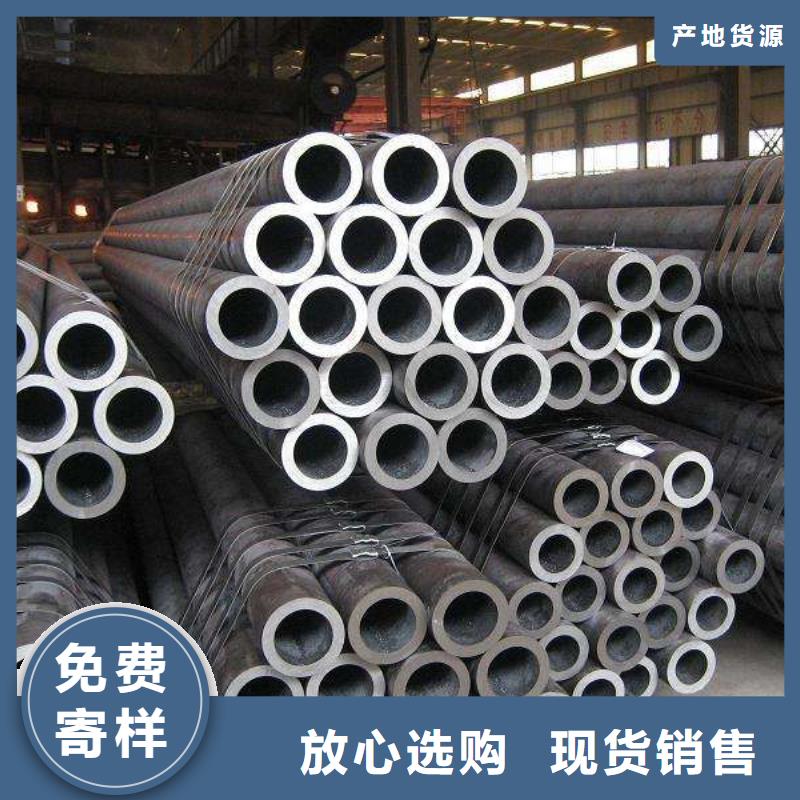
无缝钢管的特性也是算不锈钢钢管中非常好的一种,由于特性出色也是在日常生活中运用十分的普遍,许多的领域也是离不了它,我们在日常的日常生活也是很普遍的,下边大家就而言下无缝钢管的普遍优质特性是什么呢?
1.耐髙压、耐热
无缝钢管抗压强度高,是空调铜管的3倍,PPR管的8~10倍,可承担每秒钟30米的髙速流水冲击性。不锈钢板能够在-270℃-600℃的溫度下长期性安全工作,不论是高溫還是超低温,都不容易进行析出有害物,原材料特性非常平稳;不锈钢给水管抗压强度超过530N/mm,并且具备优良的可塑性和延展性。
2.耐蚀性
无缝钢管表层高密度的富铬空气氧化膜,促使不锈钢板具备出色的耐蚀性,现场浸蚀实验数据信息说明,无缝钢管的使用使用寿命达到100年。
3.卫生健康
不锈钢板是能够嵌入身体的身心健康原材料,无缝钢管道内腔不滋长病菌、不进行析出有害物,避免二次污染,是环境卫生的自来水管。
4.绿色环保
无缝钢管热传导系数低,隔热保温特性好,是镀锌管的4倍,空调铜管的25倍,在暖气管道里能合理减少能源耗损,不锈钢板材是100%能够再造的原材料,不容易给自然环境导致生态危机。
之上便是针对无缝钢管的常见优质特性剖析表明。

环球市场涨跌不一,国内期钢盘面逐步走高,节前市场存在部分补货行为,现货商家报价坚挺,看涨预期较强,无缝钢管价格仍有上行空间。
2日福州无缝钢管价格暂稳,市场成交较弱。截至发稿时,Ф57*3.5mm临沂金正阳报6000元/吨,Ф108*4.5mm金正阳报5900元/吨,磐金报5900元/吨,Ф219*6mm金正阳报5900元/吨,磐金报5900元/吨。
今日山东热轧管坯价格涨60-100元/吨,山东主流管厂价格上涨50元/吨。本周管坯价格持续拉涨,市场受成本因素影响,被动跟涨,贸易商出货较弱。目前商家库存偏低,高价位补库较少,下游企业对高价接受度低,对于后期行情,贸易商持观望态度。
本周无缝钢管市场大幅上涨,成交一般。直缝管市场上涨为主,厂商周初成交平淡,周末相对向好,然恐高情绪仍是浓厚,贸易商多谨慎补库。无缝钢管本周稳中上调,高位成交乏力,下游需求不及预期,多随行就市。预计下周无缝钢管市价或将高位运行。


金海金属材料有限公司位于开发区蒋管屯镇杜丹江路东首100号 ,本公司专业生产 孝感异型钢管、。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、高效的企业宗旨,竭诚为您提供高效的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:1373446588813153807804 欢迎来电咨询或到厂实地考察!


今日开盘,杭州无缝钢管市场价格再次小幅下跌,山东产57*3.5mm市场价格3550元(吨价,下同),河钢产219*8mm市场价格3100元,稳,山东产108*4.5mm市场价格3100元,与昨日价格相比下跌20元。
今日,杭州无缝钢管市场价格再次小幅走低。管厂方面,本周山东临沂、聊城两地管厂纷纷对无缝钢管的出厂价格进行下调之举,下调幅度在10-50元不等,厂提鲁丽2240-2260元每吨,以上现款自提价,杭州无缝钢管市场价格再次下跌,下跌幅度20元,市场成交差,前期上游管厂对无缝钢管价格进行了一定的下调,贸易商跟随管厂进行跟跌促销,但是很显然,现如今市场上价格的调整已经对市场没有什么明显的改善,虽然在量上不至于锐减,但是库存与前期相比已经开始减少,更甚有部分商家库存已经减去一大半了,对于后市商家仍不看好,预计短期内本地无缝钢管市场维持弱势运行为主。



技术支持:k797.com